- Обеспечить, чтобы стопорный инструмент EN-50515 (1) был уже установлен со стороны выпуска и входил в зацепление с распредвалом выпускных клапанов.
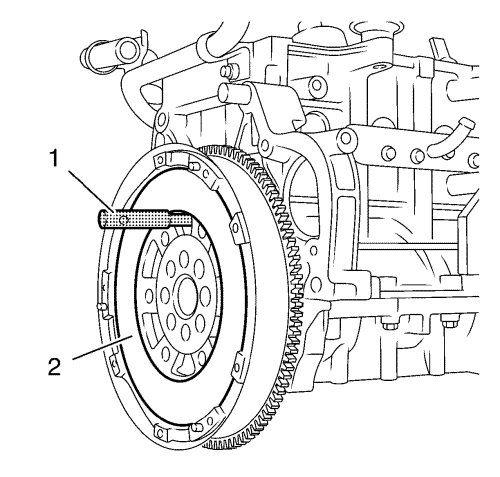
- Проверить, чтобы стопорный инструмент EN-50516 (1) был уже установлен и входил в зацепление с маховиком (2) и блоком цилиндров.
Примечание: Все поверхности контакта с уплотнениями и прокладками должны быть очищены от масла и посторонних материалов.
- Очистите уплотняемые поверхности на двигателе и корпусе масляного насоса.
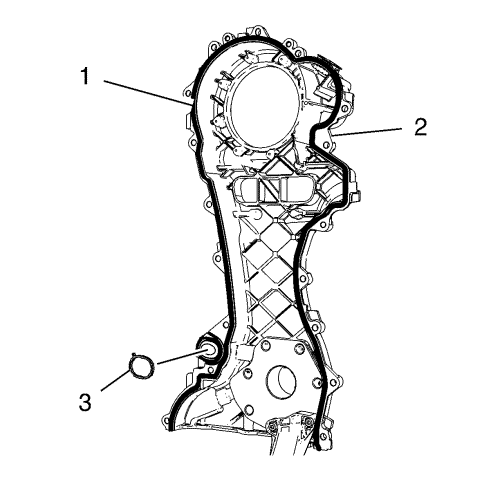
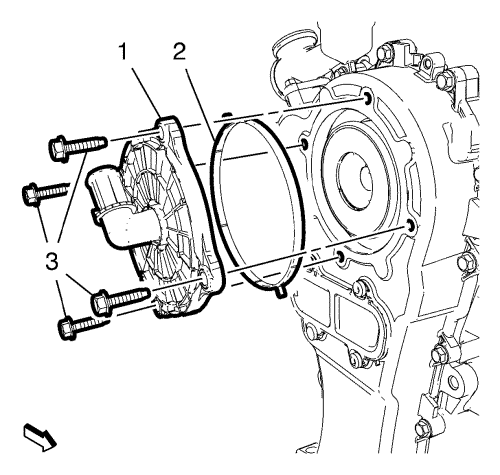
- Установите НОВУЮ прокладку (3) корпуса масляного насоса.
Примечание: Установите корпус масляного насоса не позднее чем через 3 минуты после нанесения герметика.
- Нанести силиконовый герметик (1) на корпус масляного насоса (2) с шириной валика 3 мм (0,1181 дюйма) и высотой валика 2 мм (0,0787 дюйма).
- Установить корпус масляного насоса (2) с помощью центрирующего приспособления EN-46775 (1).
Осторожно: См. Предупреждение о крепежных деталях во введении.
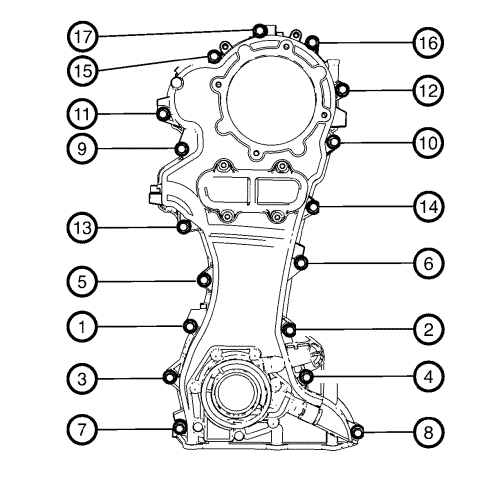
- Затянуть 17 болтов корпуса масляного насоса в последовательности, показанной на рисунке:
| 7.1. | На первом этапе в указанном порядке затянуть крепеж с моментом затяжки 4 Н·м (35 фунт дюйм). |
| 7.2. | На втором этапе в указанном порядке затянуть крепеж с моментом затяжки 10 Н·м (89 фунт дюйм). |
- Снять центрирующее приспособление EN-46775.
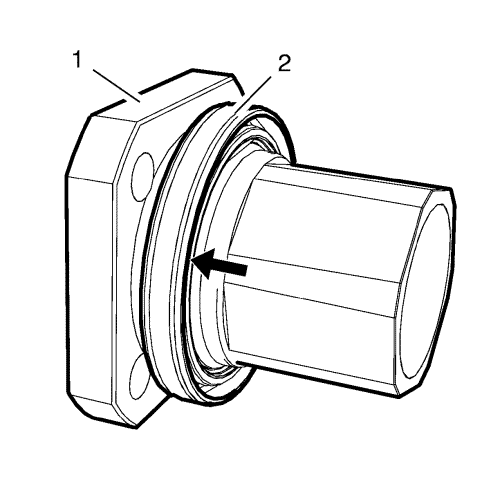
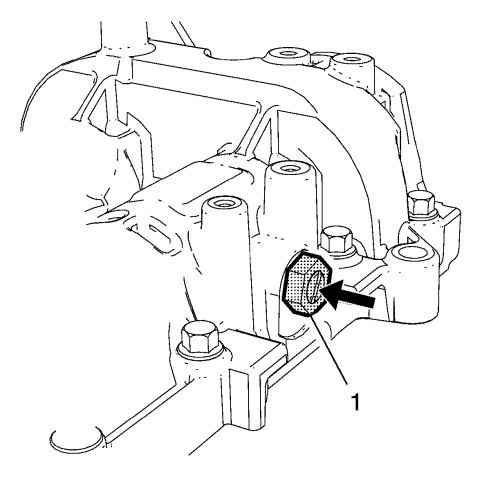
Примечание: Насадить уплотнение масляного насоса на уплотнительную поверхность фланца (показано стрелкой).
- Поместить уплотнение (2) масляного насоса на фланец (1).
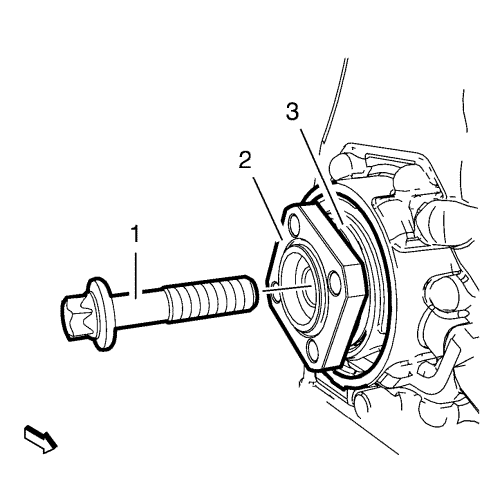
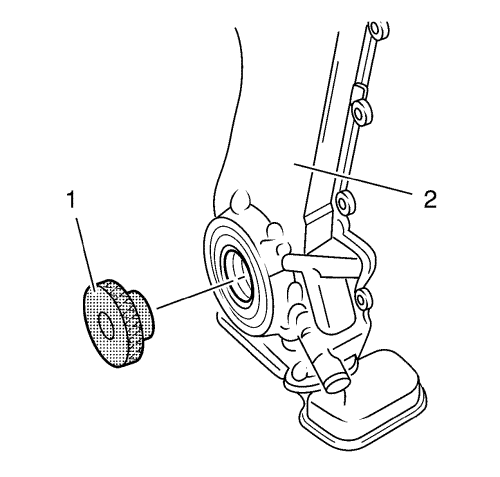
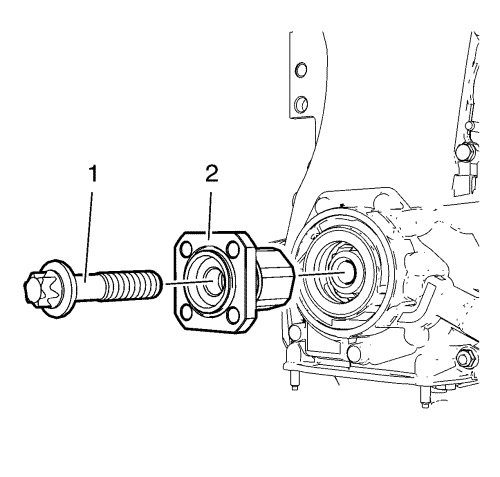
- Поместить фланец (2) с уплотнением (3) масляного насоса на коленчатый вал.
- Аккуратно затянуть болт (1) фланца до ограничительного упора.
- Открутить болт фланца (1).
- Снять фланец (2).
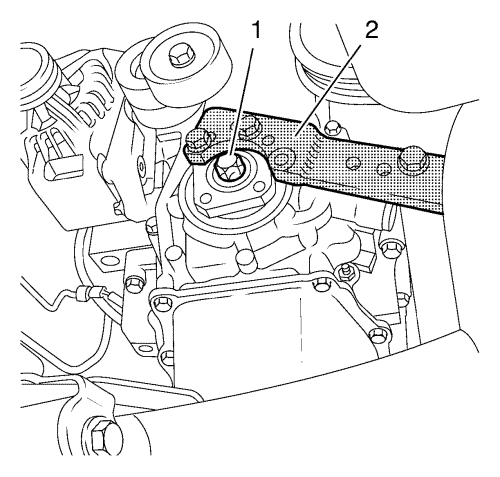
- Установить центровочный инструмент EN-46775 (2) так, чтобы его плоская поверхность опиралась на корпус масляного насоса.
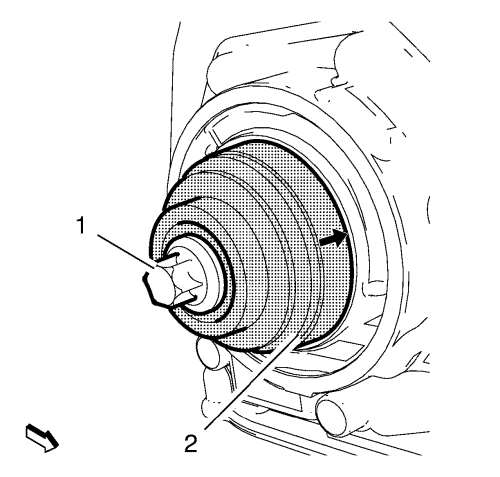
- Осторожно затянуть болт (1) фланца так, чтобы центрирующее приспособление EN-46775 (2) было заподлицо с корпусом масляного насоса (стрелка).
- Снять приспособление EN-46775 (2) для центрирования фланцевого болта.
- Установить стопорный инструмент EN-50519 (2) на ведомую шестерню (1) уравновешивающего вала.
Примечание: Не забыть про левостороннюю резьбу!
- Установить фланец (2).
- Слегка завернуть НОВЫЙ болт (1) звездочки коленчатого вала.
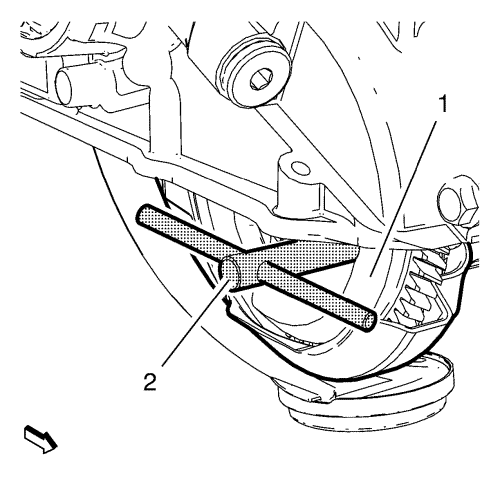
- Установить гаечный ключ EN-662-C (2).
- Установите 2 болта.
Осторожно: См. Предупреждение по затяжке крепежных элементов до предела текучести во введении.
- Затянуть НОВЫЙ болт (1) звездочки коленвала с моментом затяжки 50 Н·м (37 фунт фут).
- Затянуть болт звездочки коленвала дополнительно на 90°, воспользовавшись динамометрическим ключом EN-470-B.
- Снять стопорный инструмент EN-50515 (1).
- Снять стопорный инструмент EN-50516 (1).
- Осмотреть цепь привода распредвала. См. Проверка цепи газораспределительного механизма и привода распределительных валов .
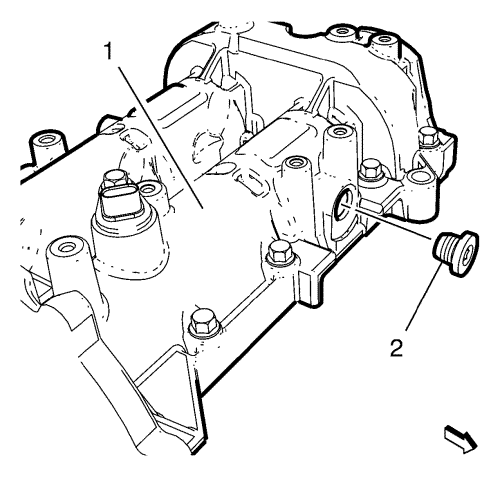
- Очистить резьбу заглушки камеры охлаждения головки цилиндров и корпуса распредвала.
- Завернуть заглушку (2) отверстия камеры охлаждения головки блока цилиндров на стороне выпуска в корпус распредвала (1) и затянуть ее с моментом затяжки 25 Н·м (18 фунт фут).
- Установить прокладку (2) крышки положительной вентиляции картера.
- Установить крышку (1) положительной вентиляции картера.
- Установить 4 болта (3) крышки положительной вентиляции картера и затянуть в перекрестном порядке с моментом затяжки 10 Н·м (89 фунт дюйм).



